Slip Collar
Circumferential Joint Bond Using ATS Internal Beaded Slip Collar™
ATS H-Collar 연결시스템을 사용하지 않는 경우에는, “internal bond”와 “external bond”가 ATS Slip Collar™를 이용하여 작업되어야 합니다. “internal bond”는 내부의 화학적 피해로부터 연결부위를 밀봉하기 위해 연결되는 덕트섹션에 퍼티로 고정된 beaded slip collar로 구성되어있습니다. “external bond”는 ChemBond™ resin에 적신 여러 유리 층으로 구성되어있습니다. 지름이 큰 덕트(36인치 또는 그 이상)은 화학적 피해로부터 보호받기 위해 합성막과 ChemBond™ resin(또는 비닐 에스테르 resin합판작업)으로 덥힌 ChemBond™ putty가 내부 연결부위를 밀봉하였기 때문에 internal beaded slip collar없이 연결을 만들 수 있습니다.
Internal Bond
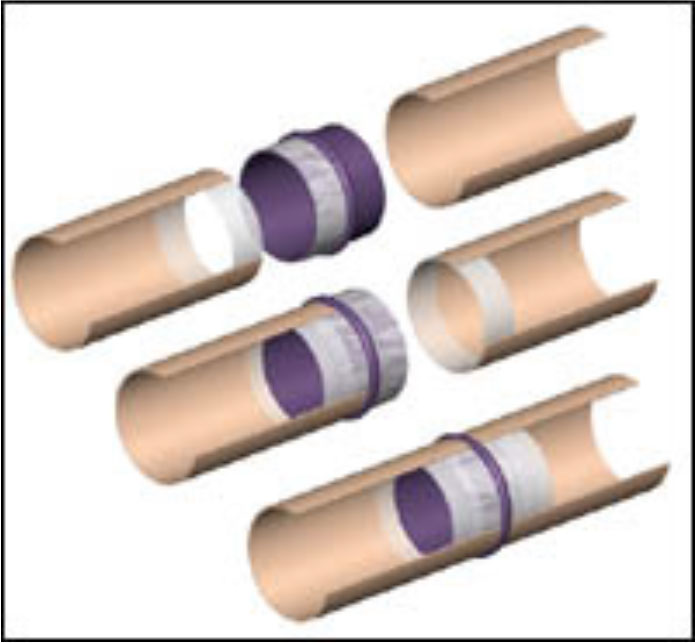
Internal Beaded Slip Collar Assembly:
원하는 양의 ChemBond™ Putty와 경화제를 접합(bonding)할 크기에 맞게 혼합 함으로서 접합과정을 시작합니다. Resin사용시 안전수칙사항에 따르십시오. 팔꿈치길이의 장갑과 Blocking Cream의 사용이 권장됩니다. Blocking Cream은 피부 보호막 역할을 할 것 입니다.
원하는 양의 ChemBond™ Putty를 작은 용기에 넣고 퍼티무게의 15%중량과 비율에 맞는 만큼의 경화제를 넣습니다.(Putty 혼합차트 p134 참조). Putty와 경화제가 균일하게 혼합 될 때까지 2~3분정도 섞으십시오
얕은 냄비에 보관된다면 Putty의 냄비수명은 대략 45분정도 입니다. Resin이 더 좁은 관(실린더)에서 혼합된다면 혼합물은 과열될 수 있습니다. 문제없이 resin사용의 수명을 연장시켜 사용하고 싶다면 혼합물을 낮고 평평한 용기로 옮기십시오.
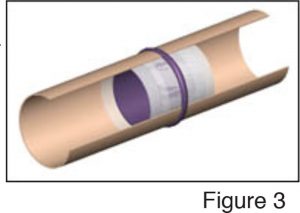
가장 첫번째 단계는 접합될 덕트의 안쪽면(beaded slip collar의 깊이까지) putty mix를 얇게 펴 바르는 것 입니다. Beaded Slip Collar의 외부 표면의 한면에 putty mix를 충분히 도포시키고 코팅 된 끝 부분을 덕트/피팅 끝에 삽입시킵니다. 화학물질의 방오성을 형성기 위해 putty의 가장자리를 비스듬히 마감 처리하십시오. 나머지 beaded slip collar 외부 표면에 putty mix를 도포하고 beaded slip collar의 bead에 닿을 때까지 연결되는 덕트/피팅을 collar위로 밀어 넣습니다. 내부 연결부위 경화시간을 단축시키기 위해 (히팅건을 사용하여)열을 가합니다. Duct/Collar 어셈블리를 고정시키는데 나사를 사용하지 마십시오. 누수가 발생할 수 있습니다. Beaded Slip Collar/Duct 어셈블리가 경화될 때까지 부품들이 일시적으로 고정할 수 있도록 플라스틱 팔레트 랩/테이프를 깨끗이 잘 유지시킵니다. 팔레트 랩을 덕트에 단단하게 감싸면 그 상태로 붙게 됩니다.
Alternative for large diameter duct
덕트 사이즈가 48” Ø (1200mm) 또는 그 이상일 경우에는, 부피와 무게가 추가되었기 때문에 청부인들이 덕트연결에 어려움을 겪을 것입니다. 자사는 덕트와 플랜지를 함께 주문하거나, 그렇지 않다면 아래 두 가지 대체방법 중 하나를 사용할 것을 권장합니다. 아래 방법들은 Slip Collar가 제거된 부위의 화학물질에 대한 저항력을 손상시키지 않고 설치의 효율성을 증가시킬 것입니다.
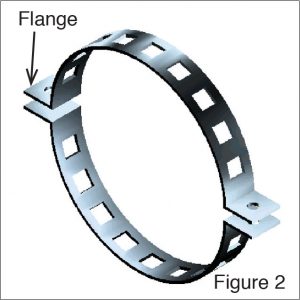
방법#1 – Metal Sleeves: 덕트를 정렬하기 위해서는, (당신의 판금 공장으로부터) 30cm(12인치)넓이의 판금을 준비하십시오(그림2 참조). 슬리브는 12~18인치 2개의 반단면 롤 외에 몇 개의 연결부위가 더 만들어 질것이라면 플랜지도 포함하고 있어야 합니다.
슬리브는 덕트연결부위를 감싸고 용접기로 단단하게 조입니다. 특정 규격지름의 연결부위가 몇 개 만들어질 것이라면 single piece band sleeve를 사용해도 됩니다. single piece band sleeve는 덕트둘레보다 몇인치 더 길게 만들어져야 하고 드로우밴드로 조입니다. 각 슬리브는 그림2와 같이 슬리브의 중신선을 따라 각 2인치(50mm)마다 4인치(100mm)의 정사각형모양의 컷아웃(도려내진)이 있어야 합니다. 또한, 각 끝에서 1/2”(13mm)만큼 안쪽으로 3/16” (5mm)구멍이 뚫린 18게이지 1” x 3” (25mm x 75mm) stainless steel로 된 클립을 준비하고 stainless steel
리벳은 설치 시에 3/8”(10mm)초과하지 않도록 주의하십시오.
Slip collar의 접착 없이, 연결 될 덕트의 양끝을 맞대고, 12”(3cm)넓이의 금속 슬리브를 연결부위에 감쌉니다. 4”(10cm)넓이 컷아웃 중심에서 클램프 또는 드로우밴드(또는 비슷한 방법)를 사용하여 연결부위의 접합선(seam)을 찾습니다 그리고 슬리브를 일시적으로 접합선에 맞게 단단히 조여서 정렬시키고 고정시킵니다. Stainless steel 1” x 3” (25mm x 75mm) 클립을 4” (100mm)컷아웃 중앙에 위치한 연결부에 놓습니다. FRP 덕트에 파일럿 홀을 뚫고, stainless steel 클립을 stainless steel 리벳으로 붙입니다. 모든 클립들이 설치되면 밴드는 제거되어도 됩니다.
방법#2 – 벨 스피곳 이음: 일반적인 직선덕트 대신에 벨 스피곳 디자인을 사용할 수 있습니다. 인접한 두개의 덕트섹션은 함께 미끄러집니다. 판금 나사는 내/외부 연결시 덕트를 고정시키는데 사용될 수 있습니다(다음 섹션에서 자세하게 설명됨). 내부로부터, 판금나서는 절단되어야 하고 ChemBond™ Putty로 밀봉처리 되어야 합니다
방법 #2 & 3: 내부 연결부위는 작업자가 덕트 내부로 들어가서 연결되는 이음새(seam)을 퍼티 처리 및 마감되어야 합니다. ChemBond™ Resin per joint Chart를 연결부위 내부를 밀봉하는 데 사용되는 퍼티의 양을 사용하는데 참조하십시오. ChemBond™ Putty로 덕트들 사이에있는 이음새(seam)와 stainless steel rivel 구멍들을 충분히 덮어 주는 것이 매우 중요합니다. 내부 연결부위가 밀봉이 되면, 외부에 대한 표준 설치 지침을 진행하십시오.
External Bond(외부 연결)
화학물에 대한 저항력을 최적화시키기 위해 외부 연결부위를 퍼티로 덮으십시오. 가까이 붙어있는 파트들의 외부 덕트 벽 표면과 균일한 면을 만들기 위해 ChemBond™ putty 혼합물을 연결부위 이음선에 바르십시오. 화학물의 저항력을 극대화시키기 위해서 이 퍼티의 적용은 덕트/피팅의 끝 부분을 밀봉합니다.
Outside Glass & Resin Lay-Up:(유리 외부 와 레진 짜맞추기)
유리보강에는 오직 boat cloth(촘촘하게 그물로 짜여진)만 사용합니다. ChemBond™ Joint Chart(137페이지)에는 ATS가 권장하는 유리의 너비와 레이어(층,겹)를 언급합니다. 1/8”(3mm 보풀)로 된 3”(75mm)페이크롤러를 사용하여 서로 인접해 있는 덕트 피스들을 ChemBond™ Resin로 적셔주십시오. 이 레이어는 resin으로 흠뻑 덮여야 하지만 흐를 만큼 적시지는 말아야 합니다. Resin의 점성 때문에 resin을 충분히 쉽게 도포 가능합니다.
참고: 좋은 접착력을 위해서 덕트는 오일, 먼지 그리고 습기가 없어야 하는 점이 매우 중요합니다. 낮과 밥의 온도차가 극심한 장소에서는 결로현상이 샌딩되지 않은 연결부의 접착여부에 영향을 끼칠 수 있습니다. ATS의 연결부는 일반적으로 샌딩 할 필요가 없지만 경화시간 동안 깨끗하고 건조한지 의심스럽다만 가벼운 샌딩이 권장됩니다.
젖은 연결부에 boat cloth 한 겹을 감싸고 연결부 안으로 당깁니다. 스퀴지를 사용하여 boat cloth외부를 적시고 resin이 충분히 잘 발리고 균일 한 면을 만들기 위해 연결부위를 매끄럽게 만드십시오. (페인트 롤러보다 스퀴지가 더 유용합니다. 스퀴지는 페이트롤러보다 더 빠르고, 더 저렴하고, 세척 후 재사용이 가능합니다.) 접합 당 적용할 유리층의 순서, 너비, 개수에 대해서는 ChemBond™ Joint Chart (page 137)을 참조하십시오.
Large Diameter Ducts(큰지름 덕트)
큰 지름 연결부위의 노동력을 감소시키기 좋은 또 다른 방법은 glass boat cloth를 원주보다 1/2인치 더 길게 자르는 것 입니다. 유리의 폭보다 조금 더 넓게 ChemBond™ Resin mix로 정육점에서 사용되는 왁스페이퍼의 부드러운 왁스면의 중심의 위에서부터 아래도 적십니다. 미리 잘라놓은 boat cloth를 ChemBond™ Resin mix로 적신부분 위에 놓고 ChemBond™ Resin mix또 적셔줍니다. Boat cloth를 평평하고 흠뻑 젹시기위헤 스퀴지를 사용하십시오. 첫 번째 boat cloth위에 두 번째 boat cloth를 놓고 첫 번째와 동일하게 ChemBond™ Resin mix로 적십니다. 마지막 층의 boat cloth가 흠뻑 젖을 때까지 계속 진행하십시오. 왁스페이퍼를 준비된 layup(강화플라스틱 제조법)끝 위로 접고 양 끝부분을 잡고 들어올립니다. 준비한 boat cloth와 함께 덕트연결부위 이음새 중심부에 레이업 한쪽 끝을 올려놓습니다. 레이업을 연결부위 아래로 올려놓고 정육점 왁스페이퍼를 누르며 레이업이 연결부위에 들어갈 수 있도록 밑으로 내려가면서 하단부까지 힘을 가해 눌러줍니다. 왁스페이퍼를 제거하고 스퀴지를 사용하여 중앙에서 위로 그리고 아래로 레이업을 고르게 만드십시오. 연결부위 반대편도 이 과정을 동일하게 반복하고 상단과 하단에 레이업이 겹쳐야지만 비로서 레이업이 완료됩니다.