Chembond™
ChemBond™ Putty Mixing Instructions
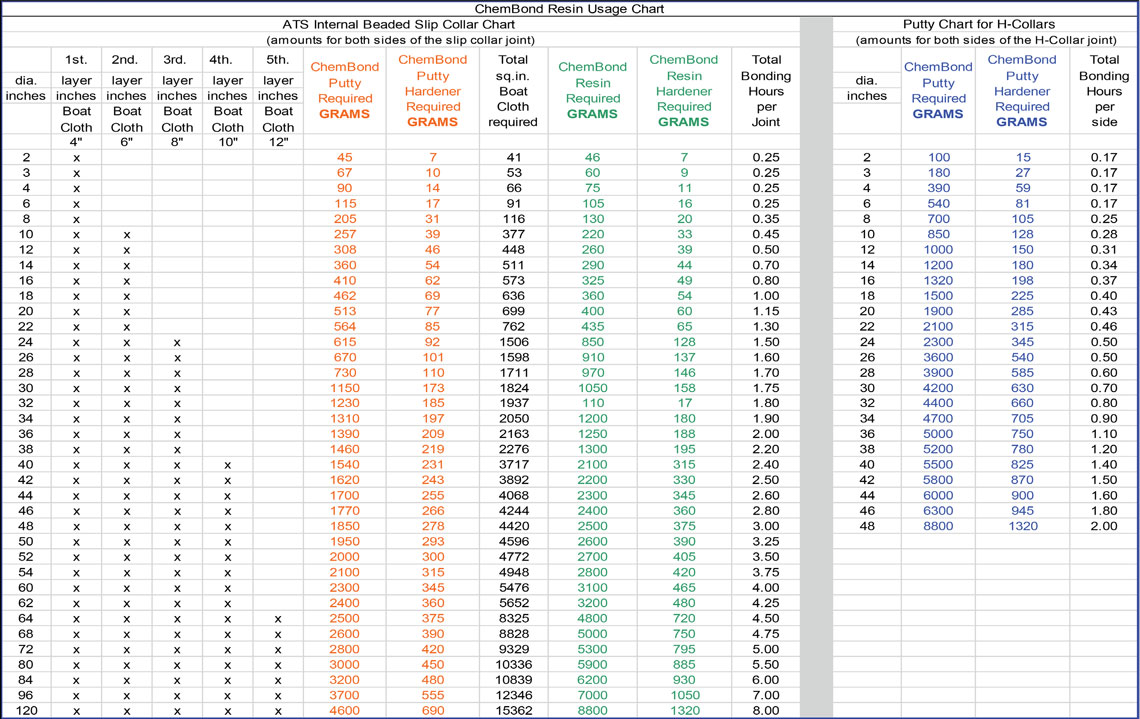
ATS ChemBond™ Putty – for interior of Slip Collar and Slip Collar Flange Joints
ChemBond™ Putty는 외부 조인트부분들을 결합시키는데 사용됩니다. ChemBond™ Putty 는Standard Hardener(표준 경화제)로 인해 촉진됩니다. 이 섹션은 ChemBond™ Putty와 Hardener(경화제)의 사용을 착수시킵니다. Putty Mix는 H-Collar와 Saddle Tap Joints의 연결 그리고 다른 용도에도 사용됩니다.
ChemBond™ Hardener의 비율은 Putty의 중량에 15%입니다 (100g ChemBond™ Puttysms 15g의 Hardener(경화제)를 사용합니다). 올바른 비율의 Putty와 경화제사용과 철저한 혼합은 조인트부분의 경화, 내화학성 그리고 강도에 매우 중요합니다. 양을 눈대중으로 측정하지 마세요. Putty와 경화제가 균일하게 혼합 될 때까지 섞으십시오 그리고 나서 이것을 2~3분정도 더 반복하세요. 일반적인 양의 크기는 아래 나와있는 ChemBond™ Putty Chart를 참조하십시오.
Putty 비율을 바꾸지 마십시오! Putty 중량의 15%입니다!
경화사이클(cycle)은 합판표면에 열을 가함으로써 더 빨리 경화시킬 수 있습니다. Hot Air Gun은 경화를 신속히 처리함에 있어 매우 유용합니다. Putty가 원하는 속도로 잘 경화되지 않는다면 ATS’ Engineering & Sales office at +1 (510) 234-3173로 연락바랍니다.
용적측정: 용적측정 혼합물을 사용하는 경우, 주어진 프로젝트에 가장 적합한 양의 크기로 표준화 하는 것이 좋습니다. 예를 들면, 계속 사용할 그릇/용기를 저울에 올려놓고 0점에 맞추십시오. 그리고 나서 ChemBond™ Putty를 원하는 만큼 용기에 넣고 용기의 바깥쪽에 putty레벨을 표시하십시오.
다음으로, Hardener(경화제)를 더 작고 투명한 용기에 동일한 과정으로 반복하십시오. 경화제는 ChemBond Putty중량의 15%인 것을 다시 한번 확인한 후 역시 용기외부에 경화제의 레밸을 표시하십시오. Putty와 경화제를 혼합용기에 붓습니다(측정용기의 옆면을 모두 긁어 내용물을 혼합용기에 붓습니다.) 표시된 용기들은 오로지 측정용으로만 보관합니다. 나머지 Putty와 경화제를 해당용기에 표시된 부분까지 넣고 혼합용기로 옮겨줍니다.
ChemBond™ Putty Mixing Chart
ChemBond™ Putty 1 갤런 = net 4.5 kg (10 lbs)
ChemBond™ Hardener 1 파인트 = net 0.675 kg (1.5 lbs)
설치 지침 – 혼합 지침, ChemBond™ Putty
(참고: ‘1 갤런 용기’와 ‘1 fluid gallon’을 혼동하지 마세요. 1갤런 용기는 10파운드의 putty/퍼티밖에 담지 못 합니다.)
| Weight Ratios (Metric) | |
|---|---|
| ChemBond Putty | Hardener |
| Grams | Grams |
| 100 | 15 |
| 200 | 30 |
| 400 | 60 |
| 500 | 75 |
| 1000 | 150 |
| Weight Ratios (Imperial) | |
|---|---|
| ChemBond Putty | Hardener |
| Pounds | Ounces |
| 1 | 2.5 |
| 2 | 5 |
| 3 | 7.5 |
| 4 | 10 |
| 5 | 12.5 |
ChemBond™ Resin Mixing Instructions
ATS ChemBond™ Resin – Slip Collar와 Slip Collar Flange Joints의 외부접합
ChemBond™ Resin은 조인트들의 외부를 연결시키는데 사용됩니다. ChemBond™ Resin은Standard Hardener(표준 경화제)로 인해 촉진됩니다. 이 섹션은 ChemBond™ Resin과 Hardener(경화제)의 사용을 착수시킵니다.
ChemBond™ Hardener의 비율은 Putty의 중량에 15%입니다 (100g ChemBond™ Resin에 15g의 Hardener(경화제)를 사용합니다). 올바른 비율의 Resin과 경화제사용과 철저한 혼합은 조인트부분의 경화, 내화학성 그리고 강도에 매우 중요합니다. 양을 눈대중으로 측정하지 마세요. Putty와 경화제가 균일하게 혼합 될 때까지 섞으십시오 그리고 나서 이것을 2~3분정도 더 반복하세요. 일반적인 양의 크기는 아래 나와있는 ChemBond™ Resin Chart를 참조하십시오.
Putty 비율을 바꾸지 마십시오! Putty 중량의 15%입니다!
경화사이클(cycle)은 합판표면에 열을 가함으로써 더 빨리 경화시킬 수 있습니다. Hot Air Gun은 경화를 신속히 처리함에 있어 매우 유용합니다. Putty가 원하는 속도로 잘 경화되지 않는다면 ATS’ Engineering & Sales office at +1 (510) 234-3173로 연락바랍니다.
용적측정: 용적측정 혼합물을 사용하는 경우, 주어진 프로젝트에 가장 적합한 양의 크기로 표준화 하는 것이 좋습니다. 예를 들면, 계속 사용할 그릇/용기를 저울에 올려놓고 0점에 맞추십시오. 그리고 나서 ChemBond™ Resin을 원하는 만큼 용기에 넣고 용기의 바깥쪽에 Resin레벨을 표시하십시오.
다음으로, Hardener(경화제)를 더 작고 투명한 용기에 동일한 과정으로 반복하십시오. 경화제는 ChemBond Resin중량의 15%인 것을 다시 한번 확인한 후 역시 용기외부에 경화제의 레밸을 표시하십시오. Resin와 경화제를 혼합용기에 붓습니다(측정용기의 옆면을 모두 긁어 내용물을 혼합용기에 붓습니다.) 표시된 용기들은 오로지 측정용으로만 보관합니다. 나머지 Resin와 경화제를 해당용기에 표시된 부분까지 넣고 혼합용기로 옮겨줍니다.
ChemBond™ Resin Mixing Chart
ChemBond™ Resin 1 갤런 = net 4.5 kg (10 lbs)
ChemBond™ Hardener 1 파인트 = net 0.675 kg (1.5 lbs)
설치 지침 – 혼합 지침, ChemBond™ Resin
(참고: ‘1 갤런 용기’와 ‘1 fluid gallon’을 혼동하지 마세요. 1갤런 용기만 사용합니다.)
| Weight Ratios (Metric) | |
|---|---|
| ChemBond Resin | Hardener |
| Grams | Grams |
| 100 | 15 |
| 200 | 30 |
| 400 | 60 |
| 500 | 75 |
| 1000 | 150 |
| Weight Ratios (Imperial) | |
|---|---|
| ChemBond Resin | Hardener |
| Pounds | Ounces |
| 1 | 2.5 |
| 2 | 5 |
| 3 | 7.5 |
| 4 | 10 |
| 5 | 12.5 |
ChemBond™ Joint Chart
ATS ChemBond™ 경화 시간
ATS ChemBond™ putty 와 ATS ChemBond™ resin은 화학물질에 저항이 강하고 불길과 연기가 적게 발생하는 특징의 구조로소 강도가 매우 뛰어납니다. 유리 보강이 된 ChemBond™ resin은 표면의 샌딩없이 서로 접해있는 ATS FXP™덕트들을 연결하는데 사용됩니다.
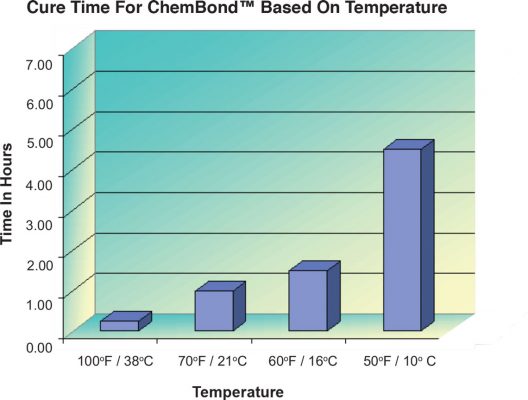
다른 수지 시스템(resin system)과는 달리 경화시간은 경화제의 비율에 의존하지 않습니다. 온도에 상관없이 ATS ChemBond™는 적절한 비율로 혼합되어야 합니다. 경화시간에 영향을 주려면, putty/resin의 온도는 조절되어야 합니다. 경화시간을 줄이기 위해서는 putty/resin는 가열되어야 하며, 경화시간을 늘이기 위해서는 putty/resin은 냉각되어야 합니다.
ATS ChemBond™ putty/resin은 최적의 온도인 75°F (24°C)에서 가장 잘 경화되도록 디자인되었습니다. 이 온도에서의 가용시간은 대략 45분정도 입니다. ATS ChemBond™는 더 낮은 온도에서도 경화가 됩니다, 40°F (4°C)까지. 하지만 putty/resin을 얼지 않도록 주의하십시오. 한번 얼었던 ChemBond™는 더 이상 사용 불가합니다
Putty/Resin의 경화시간을 다루는 두 가지 방법이 있습니다
- ATS ChemBond™용기를 원하는 온도로 올리거나 낮추기 위해 수조에 넣어 경화시간을 늘리거나 줄일 수 있습니다. 물이 Putty/Resin에 접촉하지 않게 주의하십시오.
- 히팅건을 사용하여 연결 될 부위의 경화시간을 단축할 수 있습니다.
아래의 차트는 ATS ChemBond™ 의 온도 별 경화시간을 나타내는 가이드로 사용할 수 있습니다. 현장 상황에 따라 경화시간의 차이가 생길 수 있습니다.
Wet Bench Hook-up Preparing Cut Edges
ATS는 습식식각 도구에 연결 시 덕트의 모든 가장자리와 연결부위를 설치 전 수지(resin)로 코팅할 것을 권장합니다. 덕트의 날카로운 절단면을 수지로 코팅하는 것은 필드조인트 특히 “황산”과 관련된 산화 시약의 부식에 대한 저항을 증가시킵니다.
아래는 가장자리 면의 코팅 그림입니다.
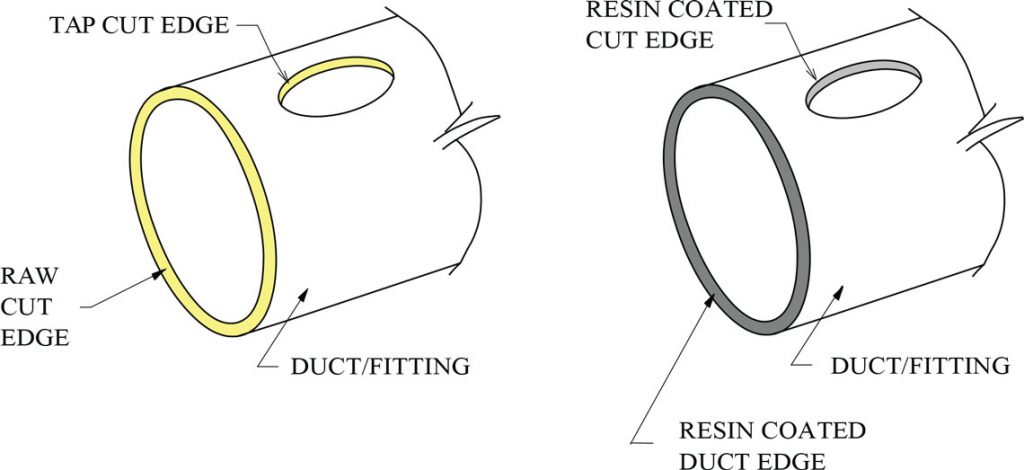
Resin 코팅의 순서
중요사항: 덕트의 절단면을 코팅 할 목적으로서는, ATS ChemBond™ Resin과 Resin Hardener를 Resin 총 중량의 %비율로 사용하시기 바랍니다
- ATS ChemBond™ Resin 한묶음과 Resin Hardener(경화제)를 위엔 언급 된 비율로 삮으십시오.
- 브러쉬 또는 롤러를 사용하여, 덕트의 절단면 또는 연결부의 바릅니다.
- 가장자리를 충분히 잘 덮습니다. (유리 원료와 건조섬유(드라이파이버) 역시 덮였는지 확인합니다. (대안 책으로, Ashland 510A Vinyl Ester Resin를 사용해도 됩니다)
Joining Dissimilar Materials to ATS FXP™ with ChemBond™
ATS ChemBond™는 ATS FXP™덕트자체 또는 다른 종류와 플라스틱 또는 금속 덕트작업에 사용 가능합니다. 가장 흔한 플라스틱 덕트로서는 폴리에스테르와 비닐 에스테르 섬유강화플라스틱(FRP), 폴리염화비닐(PVC) 및 폴리프로필렌(PP)입니다. 금속 덕트들은 보통 스테인레스(SS) 스틸 또는 강판(GS)으로 만들어집니다. 다음은 이 물질들에 대한 화학적 및/또는 기계적 접합시 권장되는 방법입니다. 유리의 폭, 유리 보강 층의 갯수, 그리고 ATS ChemBond™ resin의 올바른 사용방법은 ATS 설치가이드를 꼭 참고하시기 바랍니다.
참고: 맞댐이음시, ATS사는 타사덕트의 I.D와 O.D 치수에 맞게 H-Collar의 한 끝을 특수제작 할 수 있습니다.(H-Collar 설치지침 141페이지 참조). 연결전, 아래에 묘사된 타사 덕트의 준비 과정절차를 따르십시오.
Non-FM Regular FRP
Non-FM Regular FRP 덕트는 일반적으로 외부면에 메끄러운 젤 코팅과 방화코팅이 되어 공급됩니다. 이 외부표면들은 덕트구조 내에 있는 유리섬유가 노출될 수 있도록 ATS ChemBond™ resin과 유리강화 보강제를 적용하기 전에 가볍게 샌딩처리하여 제거되어야 합니다. 접착면이 샌딩 된 후에는 용제기반의 약품으로 표면의 먼지와 경화 목적으로 resin외부에 추가된 왁스를 제거해야 합니다.
PVC
ATS ChemBond™ resin이 ATS FXP™덕트와 PVC를 직접 접합가능하지만, 완벽한 접착을 위해선 샌딩이 필요합니다. 가장 간단한 방법은 플랜지와 플랜지르 샌딩하는 것 입니다.
PP (Polypropylene) and PPs (Polypropylene “Schwerentflammbar”)
PP의 외부 표면은 높은 와트수의 히팅건 또는 프로판 토치로 조심히 가열되어야 합니다. 반짝거리는 표면이 흐릿하고, 색이 변질 될 정도까지만 충분한 열을 가하여주십시오. 적당한 양의 열을 측정하는 방법으로는 클립의 끝부분이 0.020인치(약0.5mm)들어갈 수 있을 만큼의 열을 가하는 것 입니다. 플라스틱 구조물이 녹거나 변형되지 않도록 주의하십시오. 표면에 물방울이 맺히지 않고 균일하게 물을 튕겨낸다면 표면은 작업준비가 완료된 상태입니다. 이 시점에서는, 표면의 이온구조물이 변한 것 이고 ATS ChemBond™ resin이 PP표면에 달라 붙을 것 입니다. Coarse-grit 샌딩은 기계적 접착 강도를 증가 시킬 것 입니다.
Stainless Steel & Galvanized Metal
금속의 외부표면은 용제기반의 약품으로 보호오일 및 오염물이 제거되어야 합니다. 그리고나서 금속표면은 ATS ChemBond™을 적용하기 전에 coarse-grit샌딩되어야 합니다.
더 자세한 내용은 ATS Products’ Engineering Department +1-510-234-3173로 문의하시기 바랍니다. 덕트 가장자리의 Resin 코팅관련은 ATS Products’ Engineering Department에 문의하시기 바랍니다.