Slip Collar
Circumferential Joint Bond Using ATS Internal Beaded Slip Collar™
If not using the ATS H-Collar joining system, an “internal bond” and an “external bond” must be done using the ATS Slip Collar™. The “internal bond” consists of an internal beaded slip collar which is puttied into the adjoining duct sections to seal the joint from chemical attack from the inside. The “external bond” consists of glass layers wetted out with ChemBond™ resin. For large diameter ducts (36” and over), it is possible to do joints without the internal beaded slip collar, provided that the joint is sealed from the inside using ChemBond™ putty covered with a layer of synthetic veil and ChemBond™ resin (or a lay-up using vinyl ester resin) in order to protect the joint against chemical attack.
Internal Bond
Internal Beaded Slip Collar Assembly:
Begin the bonding process by mixing the desired amount of ChemBond™ Putty with Putty Hardener for the size joint(s) to be bonded. Be sure to use appropriate safety precautions when using the resin. Blocking Cream is recommended along with the use of elbow-length gloves. The Blocking Cream acts as a protective layer of skin.
Transfer the desired amount of ChemBond™ Putty into a small container and add the appropriate amount of Putty Hardener at 15% of the weight of the Putty (see the Putty Mixing Chart, page 134) for weight and volumetric ratios. Blend the mixture thoroughly for a minimum of 2 minutes–until the putty mixture is smooth and even.
The pot life of the putty is approximately 45 minutes when kept in a shallow pan. If the resin is mixed in a narrow cylinder, the mixture may overheat. Transfer the batch to a low, flat container to avoid problems and prolong resin usage.
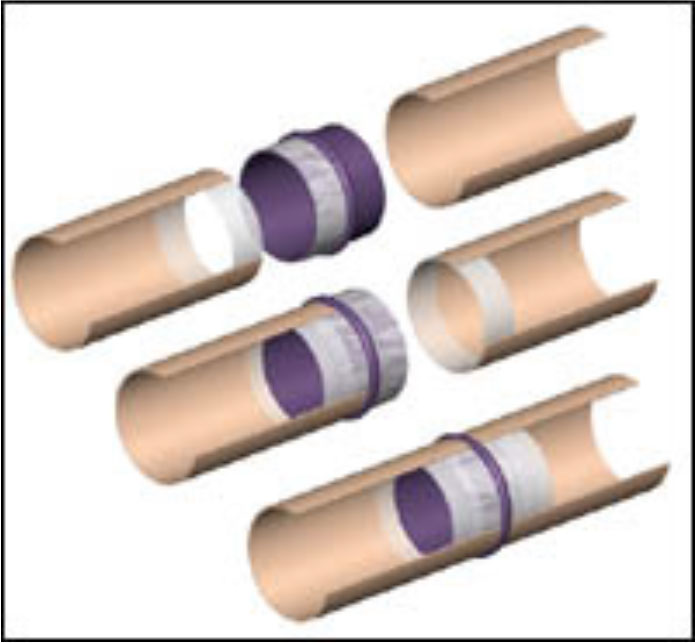
The first step is to apply a thin layer of Putty Mix to the inside surface of each of the ducts to be joined (to the depth of the beaded slip collar). Apply a liberal coat of Putty Mix to one side (and edge) of the outside surface of the beaded slip collar and insert the coated end into the duct/fitting end. Bevel the edge of the putty to form a chemical resistant seal. Apply Putty Mix over the remaining outer surface area of the beaded slip collar and slide the adjoining duct/fitting over the collar until the end hits the bead of the beaded slip collar. Heat can be applied (using a hot air gun) to advance the curing of this internal joint to quicken the curing process. Do not use screws to hold the duct/collar assembly in place. They can cause leaks. Clear plastic pallet wrap/tape works well to hold the parts temporarily until the beaded slip collar/duct assembly cures. Wrap the pallet wrap tightly around the duct and it sticks to itself.
Alternative for large diameter duct
On duct sizes 48” Ø (1200mm) or greater, contractors experience difficulties in joining ducts because of the added bulk and weight of larger sizes. We recommend either ordering duct with flanges or, if not, then using one of the two alternative methods below. These methods that will increase installation efficiency without compromising the corrosion resistance in those instances where the Slip Collar is eliminated.
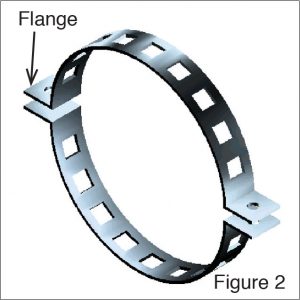
Method #1 – Metal Sleeves: To align duct, obtain (from your sheet metal shop) metal sleeves 30cm (12”) wide (See Figure 2). Ideally, the sleeves should be 12 to 18 gauge rolled in two half-sections and flanged when more than a few joints will be made.
The sleeves wrap around the duct joint and tighten snugly with welders clasps. Single piece band sleeves can also be used when only a few joints will be made for a specific diameter. The single piece sleeves should be made a few inches longer than the duct circumference and tightened with draw bands. Each sleeve should have 4” (100mm) square cutouts located every 2’ (50mm) along the sleeve centerline as shown in Figure 2. Also obtain 1” x 3” (25mm x 75mm) 18 gauge stainless steel clips with 3/16” (5mm) holes pre-drilled 1/2” (13mm) in from each end and 3/16” (5mm) stainless steel rivets not to exceed 3/8” (10mm) long when installed.
Without attaching the slip collar, butt the two ends of the ducts to be bonded together and wrap the 12” (3cm) wide metal sleeve around the joint. Locate the seam of the joint in the center of the 4” (10cm) wide cutouts using clamps or draw bands (or similar means) and tighten the sleeve securely against the seam to temporarily align and hold the sections in position.
Place a stainless steel 1” x 3” (25mm x 75mm) clip evenly across the joint in the center of each 4” (100mm) cutout. Drill pilot holes in the FRP duct and attach the stainless steel clip with stainless steel rivet. When all of the clips are installed, the band may be removed.
Method #2 – Bell & Spigot: Instead of a typical straight duct, a bell and spigot end design can be used. The two adjoining duct sections are slid together. Sheet metal screws can be used to hold the duct together while doing an internal & external joint (detailed in the next section). From the inside, the sheet metal screws need to be cut off and then sealed with ChemBond™ Putty.
For both Methods #2 & 3: The inside of the joint needs to be sealed by having someone go inside the duct and putty the joint seam. Refer to the ChemBond™ Resin per joint Chart enclosed for the corresponding amount of putty to be used to seal the inside of the joint. It is very important that the seam between the ducts and the stainless steel rivet holes are liberally covered with ChemBond™ Putty. Once the inside of the joint has been sealed, proceed with the standard installation instructions for the exterior.
External Bond
Putty the exterior joint seam for optimal chemical resistance: Apply ChemBond™ putty mixture into the seam of the joint to create an even surface with the outer duct wall surfaces of the adjoining pieces. This putty application seals the ends of the duct/fittings for a complete chemical resistant barrier.
Outside Glass & Resin Lay-Up:
Use only boat cloth (fine mesh) for glass reinforcement. The “ChemBond™ Joint Chart” (page 137) lists ATS’ recommended glass widths and number of layers. Using a 3” (75mm) paint roller with 1/8” (3mm nap), wet out the outer surfaces of the adjoining pieces of duct with the ChemBond™ Resin. This layer should be resin rich, but not so rich as to cause excessive runs and drips. Because of the resin’s high viscosity, a liberal amount of resin can be applied easily.
Note: It is imperative that the duct be free from oils, dust and moisture to insure good adhesion. In places where the differential between day and night temperatures is great, condensation may affect the viability of an unsanded joint. While ATS joints normally do not need to be sanded, if there is any doubt as to the joint being clean and dry throughout the curing time, a light hand sanding is recommended.
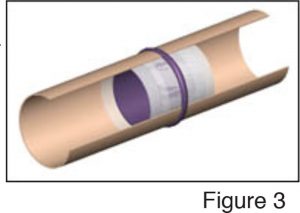
Apply one layer of (dry) boat cloth around the wet out joint, pulling the cloth into the joint. Using a squeegee, wet out the outer surface of the boat cloth, smoothing the joint to achieve a resin rich, uniform surface. (A squeegee is preferable to a paint roller, although a paint roller can be used. A squeegee is faster, cheaper and it can be cleaned and reused.) Refer to the ChemBond™ Joint Chart (page 137) for the sequence, width and total number of glass layers to be applied per joint using the method previously described.
Large Diameter Ducts
Another method that greatly reduces the labor on large diameter joints is to cut the glass boat cloth in lengths that are a few inches over 1/2 the joint circumference. Wet out the center strip of the smooth waxy side of a butcher paper with ChemBond™ Resin mix, slightly wider than the width of the glass. Place one of the pre‑cut lengths of boat cloth over the wet out area and wet this layer with ChemBond™ Resin mix. Use a squeegee to evenly saturate the boat cloth. Apply the second layer of cloth over the first layer and wet out with resin as done on the first layer. Proceed with each layer of cloth until the final layer is saturated. Fold the ends of the butcher paper over the ends of the prepared layup and pick up the butcher paper layup by the ends. Place one end on the top of the duct joint with the prepared boat cloth centered over the joint seam. Apply the layup to the joint down the side, pressing against the butcher paper and forcing the layup into the joint as you move down and around the bottom end. Remove the butcher paper and smooth the layup into position with a squeegee, working from the center to the top and the bottom of the duct. Repeat the process for the opposite side of the joint, making sure to overlap the layup on the top and bottom to make the layup complete.